Cosa sono i Performance Level dei circuiti di sicurezza delle macchine?
La direttiva macchine 2006/42/CE prescrive che i circuiti di comando con funzioni di sicurezza delle macchine siano progettati e costruiti in modo da evitare l’insorgere di situazioni pericolose nemmeno nell'eventualità che avvenga un'avaria nell'hardware o nel software del sistema di comando.
Al fine di soddisfare tale requisito, è possibile usare la norma UNI EN ISO 13849-1:2023.
Per SRP/CS si intende la parte di un sistema di comando legata alla sicurezza, ovvero che risponde a segnali in ingresso legati alla sicurezza e genera segnali in uscita legati alla sicurezza.
Il processo per la progettazione e la realizzazione delle SRP/CS previsto dalla norma UNI EN ISO 13849-1:2023, prevede le seguenti attività:
- identificazione delle funzioni di sicurezza che devono essere eseguite dalle SRP/CS (per esempio arresto di emergenza, interblocco dei ripari mobili, ripristino manuale, comando a due mani, ecc.) e definizione delle caratteristiche di ciascuna funzione di sicurezza;
- determinazione del PLr (required Performance Level);
- progettazione e realizzazione delle SRP/CS;
- stima del PL (Performance Level) per ciascuna funzione di sicurezza realizzata mediante le SRP/CS;
- per ciascuna SRP/CS, confronto tra il PLr ed il PL; il PL deve essere maggiore o uguale al PLr; nel caso in cui il PL raggiunto dovesse essere inferiore al PLr, le SRP/CS dovranno essere modificate al fine di incrementarne l’affidabilità ovvero il PL.
Cosa si intende per PLr (required Performance Level)?
Il livello di prestazione richiesto PLr è il livello di prestazione da raggiungere al fine di conseguire la riduzione del rischio richiesta per ciascuna funzione di sicurezza. Il PLr indica, quindi, quanto dovrà essere affidabile la SRP/CS.
La determinazione del PLr è il risultato della valutazione dei rischi e si riferisce all’entità della riduzione del rischio a carico delle parti del sistema di comando legate alla sicurezza.
Quanto maggiore è l’entità della riduzione del rischio richiesta da parte della SRP/CS, tanto più elevato deve essere il PLr.
PL Performance Level: i livelli
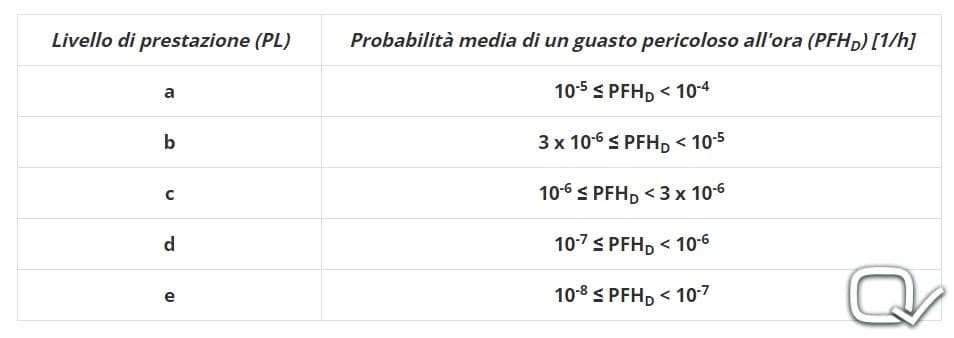
Il PL (Performance Level) è il livello discreto utilizzato per specificare la capacità delle SRP/CS di eseguire una funzione di sicurezza in condizioni prevedibili. Il PL è espresso mediante cinque livelli (“a”, “b”, “c”, “d”, “e”) ad affidabilità crescente.
Performance level a
È il livello più basso, non ha equivalenti nei SIL stimati in accordo alla norma CEI EN 62061:2005.
Performance level b
Circuiti di comando in grado di raggiungere un performance level b possono essere realizzati mediante architetture a canale singolo senza monitoraggio.
Performance level c
Per realizzare circuiti di comando in grado di raggiungere un performance level c è possibile utilizzare architetture a canale singolo senza monitoraggio e componenti e principi di sicurezza ben collaudati.
Performance level d
Per ottenere circuiti di comando che riescano a raggiungere un performance level d non sono più sufficienti architetture a canale singolo senza monitoraggio, ma devono essere adottati i principi del monitoraggio ed eventualmente della ridondanza.
Performance level e
Il performance level e è il più alto raggiungibile e può essere raggiunto solamente impiegando circuiti ridondanti e monitorati.
Quanti sono i PL di una macchina?
Come detto nell'introduzione, uno dei requisiti della Direttiva macchine più difficile da soddisfare è quello che riguarda l’affidabilità dei circuiti di comando; in sostanza, questo requisito chiede che la macchina non si comporti in modo pericoloso nemmeno in presenza di guasti.
Nella pratica ciò si traduce nel valutare che i circuiti di comando della macchina siano sufficientemente affidabili, cioè che la probabilità che si guastino creando situazioni pericolose sia abbastanza bassa.
Quale può essere una situazione pericolosa generata da un guasto?
Ad esempio, potrebbe succedere che premendo un pulsante di arresto di emergenza, un motore non si fermi perché il teleruttore che lo comanda non apre i contatti di potenza.
L’affidabilità dei circuiti di comando di una macchina può essere stimata secondo il metodo descritto nella norma UNI EN ISO 13849-1, che permette di determinarne il livello di prestazione (PL). Il PL di un circuito è espresso da una lettera da “a” a “e”, dove “a” è il livello meno performante ed “e” è quello più affidabile.
Bisogna però partire dalla valutazione dei rischi della macchina: sulla base degli esiti della valutazione dei rischi, il fabbricante della macchina definirà quali misure di protezione intende adottare per ridurre i rischi presenti ad un livello accettabile.
Queste misure di protezione possono comprendere o meno circuiti di comando:
- ad esempio, se una zona pericolosa viene protetta con un riparo fisso non coinvolgerà circuiti di comando;
- se invece viene utilizzato un riparo mobile interbloccato sarà necessario realizzare un circuito di comando che arresta gli elementi pericolosi protetti all’apertura del riparo e che impedisce che possano essere riavviati prima che il riparo sia chiuso: questa è una funzione di sicurezza.
Il numero di PL da stimare per una macchina corrisponderà quindi con il numero dei dispositivi di protezione?
Ad esempio, per una macchina semplice che ha un pulsante di arresto di emergenza ed un riparo mobile interbloccato bisognerà stimare due PL?
Non sempre è così.
Nell’esempio precedente, bisognerà valutare quali e quanti elementi pericolosi devono essere arrestati all’apertura del riparo mobile; infatti potrebbero essere presenti un mandrino mosso da un motore elettrico, uno spintore azionato da un cilindro pneumatico, ecc.. Ognuno di questi elementi dovrà essere arrestato da un proprio circuito di comando, quindi bisognerà stimare un PL per ognuno di questi circuiti.
Uno stesso sensore di interblocco di un riparo mobile potrebbe dunque appartenere a più circuiti di comando differenti, ognuno dei quali arresta un organo pericoloso della macchina.
Il PL della macchina
Una cosa deve essere chiara: non esiste “il PL di una macchina”, ma i PL devono essere stimati per ogni differente circuito di comando che svolge funzioni di sicurezza.
Solo una volta terminato il processo di valutazione dei rischi sarà possibile determinare quali sono questi circuiti e quindi quanti PL si dovranno stimare.
Calcolo del PL
Per calcolo del PL si intende, dopo la determinazione dei livelli di prestazione richiesti (PLr), l'attività di stima dei livelli di prestazione raggiunti (PL) in accordo a quanto indicato dalla norma UNI EN ISO 13849-1:2023.
La stima dei PL da parte di Quadra viene normalmente effettuata utilizzando il software Sistema.
La stima dei livelli di prestazione raggiunti dai circuiti di comando aventi funzioni di sicurezza, quando viene da noi effettuata come servizio al cliente, comprende anche le seguenti attività di validazione:
- validazione dei valori di MTTFD e DCavg e delle misure contro i CCF
- validazione dei livelli di prestazione raggiunti (PL)
- validazione della combinazione di parti legate alla sicurezza,
La valutazione delle misure contro i guasti di causa comune (CCF) viene effettuata per tutti i circuiti di comando aventi funzioni di sicurezza realizzati utilizzando architetture conformi alle categorie 2, 3 e 4.
Per aiutare i tecnici nell'attività di calcolo del PL abbiamo preparato un corso di 2 giornate, la prima sulla teoria mentre la seconda è dedicata ad esercitazioni di calcolo del PL con uso del software Sistema.
Performance Level d in isole robotizzate
Nel caso di circuiti di comando con funzione di sicurezza di isole robotizzate, si parla di Performance Level d.
Vediamo perchè.
Alle isole robotizzate industriali si applica la norma UNI EN ISO 10218-2:2011, che le definisce come “uno o più sistemi robotizzati inclusi macchinari, attrezzature, spazio protetto e misure di protezione associati”.
Secondo questa norma armonizzata di tipo C, applicando la quale il fabbricante assicura la presunzione di conformità alla direttiva macchine della cella robotizzata, le parti del sistema di comando correlate alla sicurezza devono essere progettate in modo da essere conformi (UNI EN ISO 10218-2:2011, §5.2.2):
- al Performance Level d con struttura di categoria 3 come descritto nella norma UNI EN ISO 13849-1:2023;
- al SIL 2 con tolleranza ai guasti hardware di 1 con un intervallo di verifica periodica non inferiore a 20 anni come descritto nella norma CEI EN 62061:2005.
Qualsiasi guasto delle parti del sistema di comando correlate alla sicurezza devono provocare un arresto di categoria 0 o 1 in conformità con la norma CEI EN 60204-1:2018 (UNI EN ISO 10218-2:2011, §5.2.1).
Interfacce con circuiti di comando aventi funzioni di sicurezza di altre parti del sistema di produzione integrato (IMS) devono essere conformi a quanto indicato più sopra (UNI EN ISO 10218-2:2011, §5.9.3).
I risultati di una valutazione dei rischi complessiva effettuata sul sistema robotizzato possono determinare che prestazioni delle parti del sistema di comando correlate alla sicurezza diverse siano giustificate per l’applicazione (UNI EN ISO 10218-2:2011, §5.2.3).
In questi casi i criteri utilizzati per la definizione dei livelli di prestazione richiesti devono essere specificatamente identificati e adeguate limitazioni e cautele devono essere indicate nelle istruzioni per l’uso.
Quindi questa norma di tipo C richiede non solo un Performance Level (Performance Level d) per le parti del sistema di comando correlate alla sicurezza, ma prescrive anche che i corrispondenti circuiti vengano realizzati in accordo ai requisiti della categoria 3.
La norma UNI EN ISO 10218-2:2011 indica i livelli di affidabilità che devono essere raggiunti da varie funzioni di sicurezza proprie delle celle robotizzate (tranne nel caso in cui la valutazione dei rischi giustifica criteri differenti), tra cui:
- i sensori di interblocco dei ripari mobili devono soddisfare il Performance Level d e la categoria 3 della norma UNI EN ISO 13849-1:2016 (o il SIL 2 con tolleranza ai guasti 1 della norma CEI EN 62061:2005);
- il sistema di monitoraggio della velocità limitata deve soddisfare il Performance Level d e la categoria 3 della norma UNI EN ISO 13849-1:2016 (o il SIL 2 con tolleranza ai guasti 1 della norma CEI EN 62061:2005);
- i metodi utilizzati per le limitazioni del movimento dei robot devono soddisfare il Performance Level d e la categoria 3 della norma UNI EN ISO 13849-1:2016 (o il SIL 2 con tolleranza ai guasti 1 della norma CEI EN 62061:2005);
- la funzione di arresto di emergenza deve soddisfare il Performance Level d e la categoria 3 della norma UNI EN ISO 13849-1:2016 (o il SIL 2 con tolleranza ai guasti 1 della norma CEI EN 62061:2005).
Cosa fare per aumentare il PL (Performance Level)?
Per aumentare il PL delle SRP/CS, sono possibili le seguenti misure che possono essere applicate singolarmente oppure in modo combinato:
- riduzione della probabilità di guasti pericolosi a livello dei componenti;
- miglioramento della struttura della SRP/CS ovvero modifica della sua categoria.
Se sei un progettista di macchinari, e pensi di avere bisogno di un supporto tecnico qualificato per la determinazione dei PLr o per la stima dei PL raggiunti o consulenza per aumentare il PL, sei nel posto giusto.
Possiamo fornirti formazione specialistica sull’argomento, anche tramite affiancamento diretto, oppure consulenza tecnica per la risoluzione dei problemi.
Tutta la formazione, o affiancamento, è completamente finanziabile con Fondimpresa o altri organismi di finanziamento.
Se invece preferisci fare da solo, puoi acquistare il nostro manuale tecnico sui PL edito dal Sole 24 ORE e leggere questo nostro articolo sul BLOG.

Hai un dubbio, un problema o una domanda?
Possiamo fornirti la consulenza di cui hai bisogno anche DA REMOTO